複両側法(デュプレックス法)
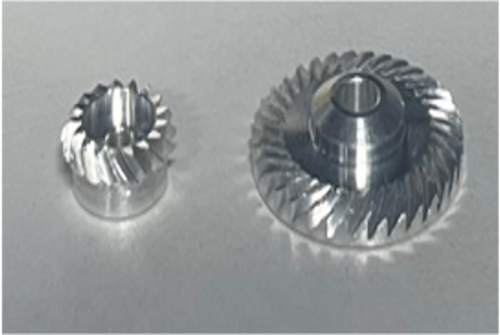
当社の歯切り法はデュプレックス法です。これは複両側法とも言われ、歯筋の凸歯面を歯切る内側切刃と凹歯面を歯切る外側切刃が交互に取り付けられた両側カッターによって、歯溝の両側歯面を同時に切削する方法がスプレッドブレード法(両側法)ですが、さらに大小両歯車をこのスプレッドブレード法によって歯切る方法がデュプレックス法です。
この方法は主としてモジュールの小さいベベルギヤ(一般に2.5モジュール以下)に用いられます。
また、両側歯面を別々に創成歯切りできないため、歯当たりの調整は熟練を要しますが、非常に効率的な切削方法であるため、比較的安価に製作できます。
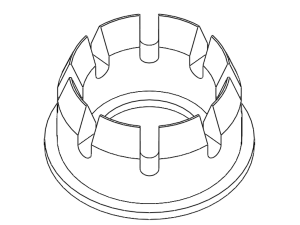
スパイラルベベル用両側カッター
製造プロセス

※上記プロセスは一例であり、ワークによって異なります。